
自主研发生产设备,持有多项专利
主营:高低温冲击箱、冷热冲击试验箱、两箱冷热冲击箱等设备
统一服务热线:
400-822-8565
158-9969-7899
主营:高低温冲击箱、冷热冲击试验箱、两箱冷热冲击箱等设备
400-822-8565
158-9969-7899
正航仪器整理轧辐肖氏硬度试验方法
1 主题内容与适用范围
本标准规定了轧辑肖氏硬度的表示、测试方法,对试验仪器、被测轧辘‘数据处理、试验报告的要求以及硬度换挥表,
本标准适用于各种类型的锻钢、铸钢及铸铁轧棍的肖氏硬度测定。
2 引用标准
GB 1172 黑色金属硬度及强度换算值
GIl 4341 金属自氏硬度试验方法
GB 4977 D 型肖氏硬度计技术条件
Gll 4978 标准肖氏硬度块
Gll 8170 数值修约规则
3 试验原理
将规定形状、质量的金刚石或硬质合金冲头从固定高度ho 落在被测糊的表面上.冲头弹起过高
度h , 用h 与仇的比值计算肖氏硬度值。

4 硬度值的表示
自氏硬度符号为HS. 并注以所用硬度标尺类型.
例如45 HSC ,15 HSD 、45 HSE. 分别代表C 型、IJ 型、E 型硬度计测定的硬度值。
5 试验仪器
5.1 轧辊肖氏硬度测试可以采阴C 型、D 型、E 型肖氏硬度汁。硬度计的E 值误差度不大于土2.5 HSD ,变动性应不大于2.5 HSD.
5.2 D 型肖氏硬度计应符青GB 4977 的要求.C 型肖氏硬度计主要技术参数应符合附录A( 扑克件〉的要求。E 型肖氏硬度t十主要技术参数应符合附录B( 补充件)的要求回
5.3 硬度计枪定时采用的标准肖氏硬度块应符合GB 4978 的要求。
5.4 硬度计应按国家计量部门的规定定期检定。
5.5 便度计日常比对时宜来用比对棍,比对辑需经国家计量单位检定。比对辘主要技术菇件应符合附录C( 参考件)规定。
6 被测轧辘
6.1 轧辍直径应不小于65mm ,被测片状轧辘厚度应不小于10 mm 。如不在试台上测试,轧辙质量应大于4 kg ,
6.2 轧度小于等于70HS 时,被测表面粗糙度凡值应不大于3.2μm ,轧辑硬度大'f 70 HS 时,被测表面粗糙度R. 值虎不大于1.6μm.
6.3 轧辊程表面应清洁,无磁性.无油脂、氧化皮、涂料等外来污物。
7 测试方法
7.1 测试前准备
7.1.1 测试前硬度计应按被测轧辑的硬度范围用同一硬度等级标准肖氏硬度块或比对税校验臼
7.1.2 被测轧辘应稳固地水平放置。
7.1.3 轧辄硬度测试-锻应在10~35 C 温度下进行自
7.2 测试操作
7.2.1 硬度测试时.硬度计口I 录用V 型立架或于持.必须保证计测筒垂直状态。
7.2.2 在试台t 测定硬度时压紧力约为200 N c 手持计自l 筒或用V 型主架测试时,压紧力应使计测筒与轧现在面保持接触.
7.2.3 D型肖氏硬度计释放冲头时,操作轮的回转时间约为),并缓慢复位。C 型硬度计读取冲头反弹瞬间位贵时应迅速.准确。E 型肖氏硬度计操作时应平穗,选择正确的测试方向。
7.2.4 硬度测量时,两相邻压痕中心距离应不小于2 mrn c 压痕中心革试件边缘的距离应不小于4mm 同一压痕不得重复冲击.
7.3 测试部位且点数
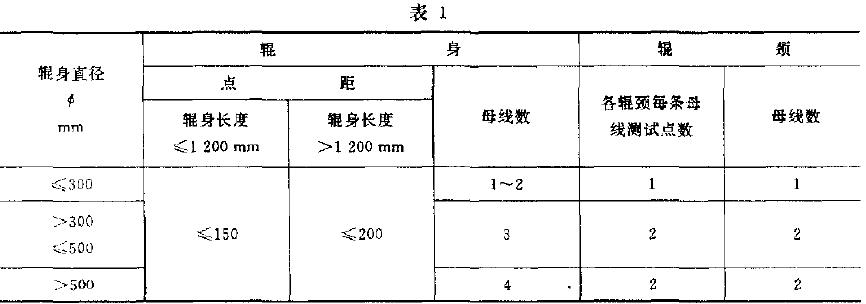
7. 3. 1 轧工作辘及主革辑对锻钢冷测试部位及点数应符合表I 规定。
辘身每条母线上测试点数应不少于3 点.
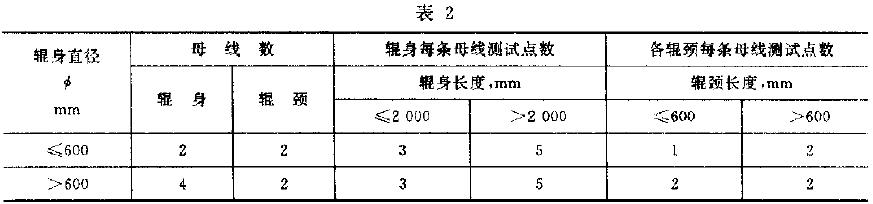
7.3.2 对使用条件要求严格的僻钢、铸铁轧辗,测试部位及点数应符合表2 规定。
7.3.3 --般用途的铸钢、铸铁及普通锻钢轧辘应至少在一条母线上测试.棍身不少于3 个测试点.辊颈主少1 个测试点.
7.3.4 带槽轧辐‘片状轧棍等硬度测试…般应在工作面t 进行,如测试困难可与用户协商确定。
7.3. 5 冷轧工作辑及有软带要求的其他轧辘,辐身两端软带不进行硬度测试.
7. 3. 6 测试点的硬度一般是指通过该点母线30 mm 线段内测试硬度的平均值。
 东莞市正航仪器设备有限公司 Copyright © 版权所有
东莞市正航仪器设备有限公司 Copyright © 版权所有contact us
地址:广东省东莞市寮步镇岭安街2号手机微信号

微信公众号

手机网站


