☎ 规模
☞ 本规范规矩了高速东西钢锻件技能请求、查验办法、查看规矩、象征及质量证明文件。
☞ 本规范适用于经镦拔或重复镦拔的高速东西钢刀具锻件对本规范规矩以外的新式高速东西钢刀具锻件也可参照运用。
☎ 规范性引证文件
☞ 下列文件关于本文件的应用是必不可少的但凡注日期的引证文件,仅注日期的版别适用于本文件但凡不注日期的引证文件,其版别(包含一切的修正单)适用于本文件。
☞ GB/T 224 钢的脱碳层深度测定法,GB/T 230.1 金属材料洛氏硬度实验 第 1 有些:实验办法(A、B、C、D、E、F、G、H、K、
N、T 标尺)。
☞ GB/T 231.1 金属材料布氏硬度实验 第 1 有些:实验办法GB/T 1814 钢材断口查验法GB/T 9943 高速东西钢B/T 4009 触摸式超声纵波直射探伤办法。
☎ 技能请求:锻件的形状和尺度应契合锻件图样及技术文件的请求。
☞ 锻件外表存在的有些凹坑、折叠、发裂、裂纹等缺点,其深度不得超越单边加工余量实践值的1/2。
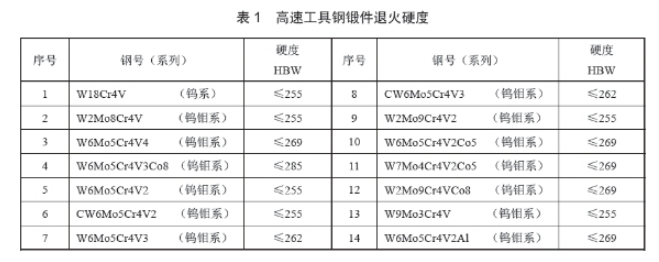
☞ 锻件应经退火处理,退火后硬度应契合表 1 的规矩,与GB/T 9943 的规矩共同。
☞ 锻件退火后脱碳层深度不得超越单边加工余量实践值的1/2外表缺点和脱碳层叠加后的总深度不得超越单边加工余量实践值的2/3。
☞ 锻件断口有必要均匀细密,不得有裂纹和萘状断口缺点。
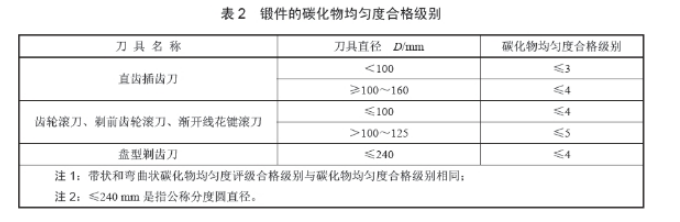
☞ 锻件的碳化物均匀度合格等级应契合表 2 的规矩。
☞ 查验办法通常规矩锻件的形状与尺度用样板、游标卡尺或钢直尺合作卡钳等丈量东西查看锻件的外表质量用目测查看。
☞ 硬度查验应契合 GB/T 230.1 或GB/T 231.1 的规矩脱碳层查验应契合 GB/T 224 的规矩。
断口查验应契合 GB/T 1814 的规矩锻件内部裂纹等缺点的超声查看应契合 JB/T 4009 的规矩。
☎ 碳化物均匀度查验试样的切取
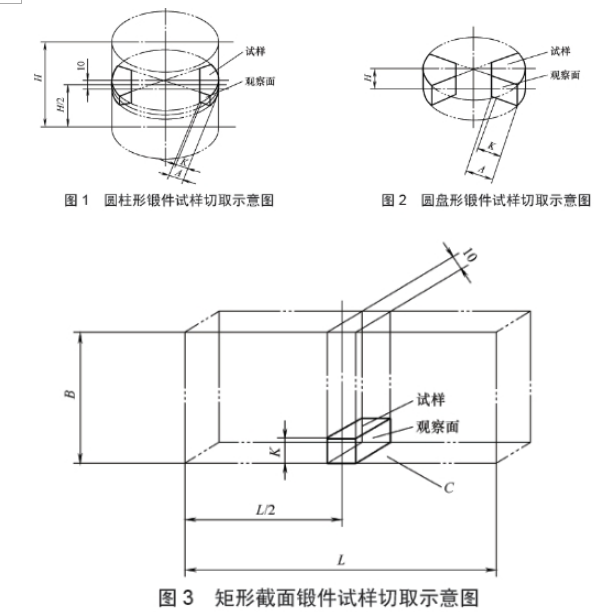
☞ 依据锻件形状,按如下规矩切取试样:圆柱形锻件:在锻件高度H 方向的中心切取厚度大于10 mm 一片,然后沿直径方向切取试样两块,试样边长A 应大于或等于查看部位尺度K(见图1)。
☞ 圆盘形锻件:沿锻件直径方向切取试样两块,试样边长A 应大于或等于查看部位尺度K(见图2矩形截面锻件:在锻件长度L 的中心切取厚度大于10 mm 一片,然后沿纵向切取试样一块,试样高度等于查看部位尺度K(见图3)。
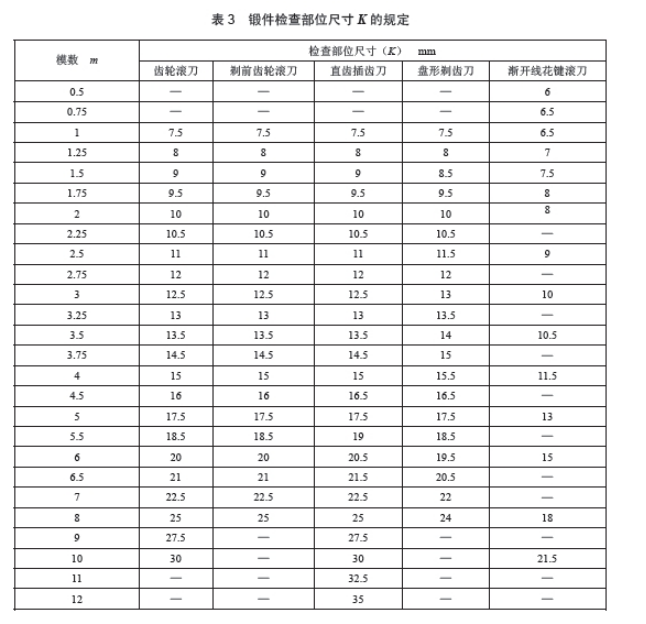
☞ 查看部位尺度 K 按刀具的刃口有些尺度加5 mm 核算对矩形截面锻件,当尺度K 的核算值大于矩形长边B 的1/2 时,K 值取B 的1/2。
☞ 齿轮滚刀、剃前齿轮滚刀、直齿插齿刀、盘形剃齿刀、渐开线花键滚刀的查看部位尺度 K 按表3的规矩。

 东莞市正航仪器设备有限公司 Copyright © 版权所有
东莞市正航仪器设备有限公司 Copyright © 版权所有



